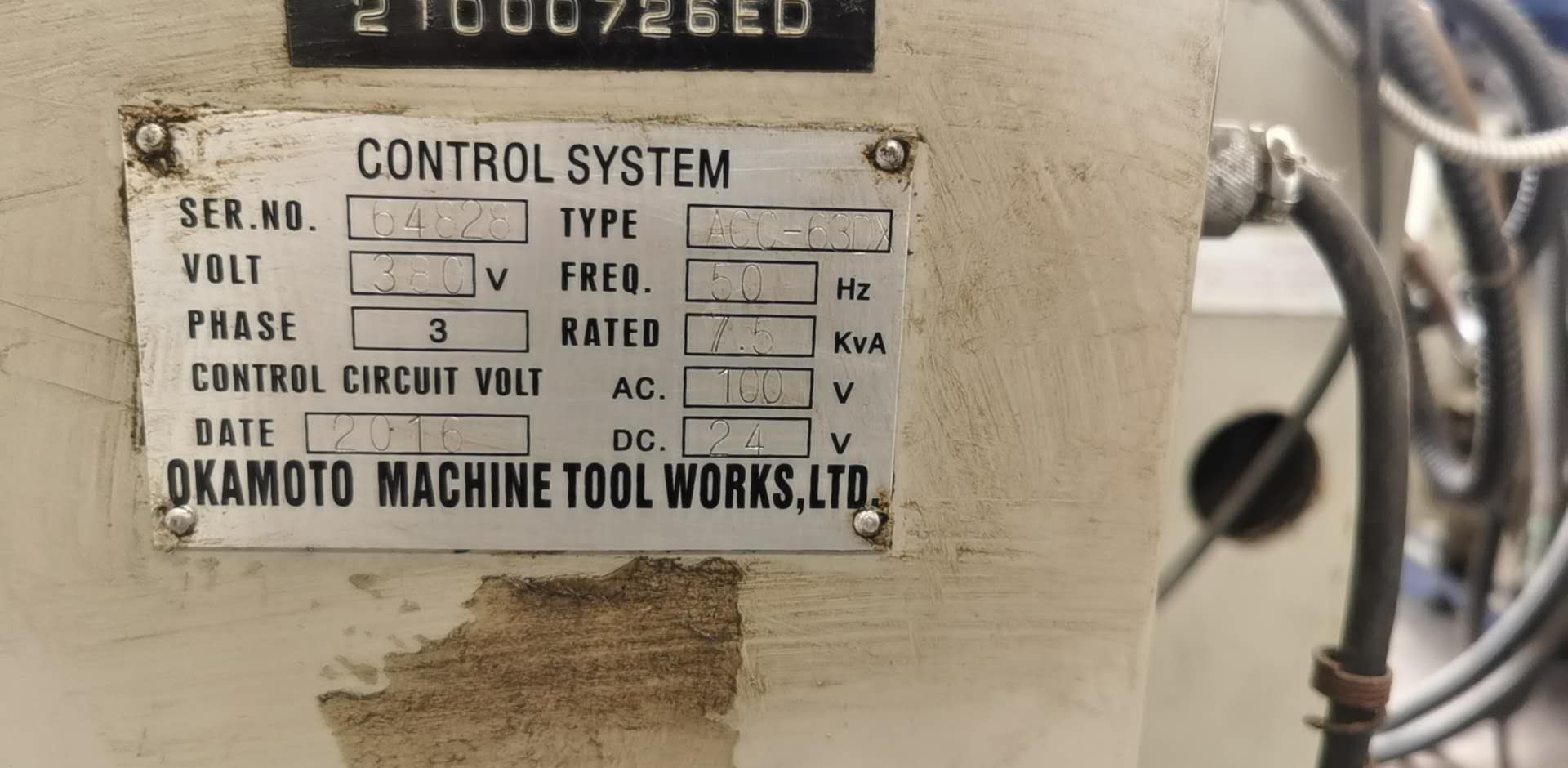
品牌:(OKMOtO)冈本精密自动磨床
型号:63DX
产地:日本
工作台加工面积:605X300mm
标准卡盘尺寸:600X300X80mm
工作台承载能力(含磁台):420KG
T型槽(数目X宽):17X3mm
纵向进给:最大进给量:750mm
平均纵向进给量:0.3~25mm/min
每转手动进给量:47mm
横向进给:最大进给量:340mm
手动进给:每转手动进给量:5.0mm
手轮刻度:0.02mm
自动进给:间断进给:0.5~20mm
连续进给:0.1~1.0m/min
垂直进给:自动插进和横切进给:0.0001~0.03mm(15阶段)
手动下进给量:手操微量进给装置:0.0001/0.001/0.01mm
每转手降下进给量:0.01/0.1/1.0mm
空磨数量:0~5次
垂直快速进给量:600mm/min
砂轮:直径(50/60HZ).宽度.内径:355/305X38X127mm
转速(50/60HZ):1500/1800rpm
电机:主轴电机功率: 3.7/4kw/p
液压泵:1.5/4kw/p
垂直快速进给及向下进给:0.4kw(AC伺服)
电力用量(电磁卡盘+冷却系统):10.0KVA
占地面积:2737X1929X1808mm
重量:2800KG





 需要调整磨床方法和要求如下
需要调整磨床方法和要求如下
(1) 调整机械手、主轴、刀库的相对位置
使用g028y0z0或g30y0z0程序,使磨床制造厂生产的磨床、平面磨床、工具磨床、精密磨床等数控磨床自动运行到换刀位置,然后用手动方式逐步进行换刀,并检查抓、装、拉动作是否准确、适当。如有误差,调整机械手行程或移动机械手支架或刀库位置,必要时更改换刀参考点坐标值设置(参数设置)。调整后,拧紧每个调整螺钉,然后多次更换工具。最好用几个接近最大允许重量的手柄进行反复换刀试验,以达到动作准确、无冲击、不掉刀的目的。
(2) 调整托盘和交换台的相对位置
对于双台或多台工作台,必须仔细调整托盘与交换工作台的相对位置,以保证工作台自动交换的稳定性和可靠性。调整时,工作台应具有50%以上的额定负载,用于工作台的自动交换操作。调整后锁定所有相关螺钉。
对于双工作台或多工作台,必须认真调整工作台的托板与交换工作台的相对位置,以保证工作台自动交换时平稳可靠。调整时,工作台上应装有50%以上的额定负载,进行工作台自动交换运行。调整好后锁紧各有关的螺钉。